科技引领机电步进式BH150A-L2-100-B1-D1-S6齿轮行星变速箱
文章来源:ymcdkj
发布时间:2024-05-10 01:48:06
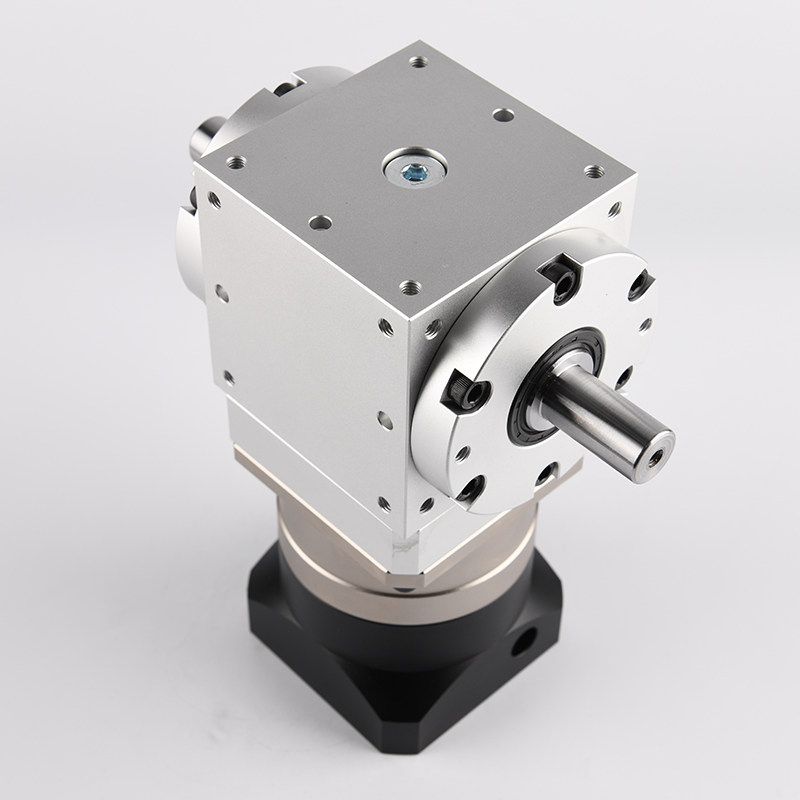
B1-D1-S6齿轮行星变速箱
水下焊接与切割安全工作的一个重要特点是:有大量、多方面的准备工作,一般包括下述几个方面:调查作业区气象、水深、水温、流速等环境情况。当水面风力小于6级、作业点水流流速小于.1^}.3m/s时,方可进行作业。水下焊割前应查明被焊割件的性质和结构特点,弄清作业对象内是否存有易燃、易爆和有物质。对可能坠落、倒塌物体要适当固定,尤其水下切割时应特别注意,防止砸伤或损伤供气管及电缆。下潜前,在水上,应对焊、割设备及工具、潜水装具,供气管和电缆、通讯联络工具等的绝缘、水密、工艺性能进行检查试验。
衡量行减速机性能的几个关键技术参数是:减速比,平均寿命,额定输出扭矩,回程间隙,满载效率,噪音,横向/径向受力和工作温度。输出转速与输入转速的比值。
级数:太阳轮及其周围的行星轮构成独立的减速轮系,如减速机内只此一个轮系,我们称为“ ”。为得到较大减速比,需多级传动。
平均寿命: 指减速机在额定负载下,输入转速时的连续工作时间。
额定输出扭矩: 指在额定负载下长期工作时允许输出扭矩。输出扭矩是该值的两倍。 回程间隙: 将输出端固定,输入端顺时针和逆时针方向旋转,使输出端产生额定扭矩的±2%扭矩时,减速机输入端有一个微小的角位移,此角位移即为回程间隙。单位是“弧分”。
润滑方式:行星减速机在整个使用期间无需润滑。 满载效率: 指在负载情况下,减速机的传输效率。它是衡量减速机的一关键指标, 满载效率高的减速机发热少,整体性能好。
噪音:单位是分贝(dB)A。此数值是在输入转速为3000转/分钟时,不带负载,距离减速机一米距离时测量的。
原因及对策
1.误差影响
过程齿形误差、齿距误差、齿向误差是导致传动噪声的主要误差。也是齿轮传动精度难以保证的一个问题点。
齿形误差小、齿面粗糙度小的齿轮,在相同试验条件下,其噪声比普通齿轮要小10dB。齿距误差小的齿轮,在相同试验条件下,其噪声级比普通齿轮要小6~12dB。但如果有齿距误差存在,负载对齿轮噪声的影响将会减少。
齿向误差将导致传动功率不是全齿宽传递,接触区转向齿的这端面或那个端面,因局部受力增大轮齿挠曲,导致噪声级提高。但在高负载时,齿变形可以部分弥补齿向误差。
齿轮噪声的产生与传动精度有很直接的关系。
2.装配同心度和动平衡
装配不同心将导致轴系运转的不平衡,且由于齿论啮合半边松半边紧,共同导致噪声加剧。高精度齿轮传动装配时的不平衡将严重影响传动系统精度。
3.齿面硬度
随着齿轮硬齿面技术的发展,其承载能力大、体积小、重量轻、传动精度高等特点使其应用领域日趋广泛。但为获得硬齿面采用的渗碳淬硬使齿轮产生变形,导致齿轮传动噪声增大,寿命缩短。为减少噪声,需对齿面进行精。目前除采用传统的磨齿方法外,又发展出一种硬齿面刮削方法,通过修正齿顶和齿根,或把主被动轮的齿形都调小,来减少齿轮啮入与啮出冲击,从而减少齿轮传动噪音。
4.系统指标检定
在装配前零部件的精度及对零部件的选法(完全互换,分组选配,单件选配等),将会影响到系统装配后的精度等级,其噪声等级也在影响范围之内,因此,装配后对系统各项指标进行检定(或标定),对控制系统噪声是很关键的。
6、文明生产
齿轮传动噪声有30%以上的原因来自毛、磕碰伤。有的工厂在齿轮箱装配前,去除毛及磕碰伤,是一种被动的法。作者比较主张以下法:(1)齿轮轴类零件,滚齿后齿部立即套上专用的塑料保护套后转入下道工序,并带着专用的塑料保护套入库和发货。(2)进行珩齿工艺,降低齿面粗糙度,去除毛,并防止磕碰伤,能有效地降低齿轮传动噪声。
7、采取基它材料及热、表面方式
(1)可利用粉末冶金成型技术,齿轮成型后齿部高频淬火。
(2)采用墨铸铁,齿轮切削后,再进行软氮化。
(3)采用40Cr材料,齿轮切削功工后,采用软氮化或齿部镀铜。
综合所述,要 齿轮传动噪声,齿轮材料及热是要本,齿坯精度是保证,齿轮精度是关键,文明生产是基础。
+